Applications Of Nanotechnology
Applications of nanotechnology: After more than 20 years of basic nanoscience research and 10 years of focused R&D under the NNI, applications of nanotechnology are delivering in both expected and unexpected ways on nanotechnology’s promise to benefit society.
Nanotechnology is helping to considerably improve, even revolutionize, many technology and industry sectors: information technology, energy, environmental science, medicine, homeland security, food safety, and transportation, among many others. Described below is a sampling of the rapidly growing list of benefits and applications of nanotechnology.
Most benefits of nanotechnology depend on the fact that it is possible to tailor the essential structures of materials at the nanoscale to achieve specific properties, thus greatly extending the well-used toolkits of materials science. Using nanotechnology, materials can effectively be made to be stronger, lighter, more durable, more reactive, more sieve-like, or better electrical conductors, among many other traits. There already exist over 800 everyday commercial products that rely on nanoscale materials and processes:
- Nanoscale additives in polymer composite materials for baseball bats, tennis rackets, motorcycle helmets, automobile bumpers, luggage, and power tool housings can make them simultaneously lightweight, stiff, durable, and resilient.
- Nanoscale additives to or surface treatments of fabrics help them resist wrinkling, staining, and bacterial growth, and provide lightweight ballistic energy deflection in personal body armor.
- Nanoscale thin films on eyeglasses, computer and camera displays, windows, and other surfaces can make them water-repellent, antireflective, self-cleaning, resistant to ultraviolet or infrared light, antifog, antimicrobial, scratch-resistant, or electrically conductive.
- Nanoscale materials in cosmetic products provide greater clarity or coverage; cleansing; absorption; personalization; and antioxidant, anti-microbial, and other health properties in sunscreens, cleansers, complexion treatments, creams and lotions, shampoos, and specialized makeup.
- Nano-engineered materials in the food industry include nanocomposites in food containers to minimize carbon dioxide leakage out of carbonated beverages, or reduce oxygen inflow, moisture outflow, or the growth of bacteria in order to keep food fresher and safer, longer. Nanosensors built into plastic packaging can warn against spoiled food. Nanosensors are being developed to detect salmonella, pesticides, and other contaminates on food before packaging and distribution.
- Nano-engineered materials in automotive products include high-power rechargeable battery systems; thermoelectric materials for temperature control; lower-rolling-resistance tires; high-efficiency/low-cost sensors and electronics; thin-film smart solar panels; and fuel additives and improved catalytic converters for cleaner exhaust and extended range.
- Nano-engineered materials make superior household products such as degreasers and stain removers; environmental sensors, alert systems, air purifiers and filters; antibacterial cleansers; and specialized paints and sealing products.
- Nanostructured ceramic coatings exhibit much greater toughness than conventional wear-resistant coatings for machine parts. In 2000, the U.S. Navy qualified such a coating for use on gears of air-conditioning units for its ships, saving $20 million in maintenance costs over 10 years. Such coatings can extend the lifetimes of moving parts in everything from power tools to industrial machinery.
- Nanoparticles are used increasingly in catalysis to boost chemical reactions. This reduces the quantity of catalytic materials necessary to produce desired results, saving money and reducing pollutants. Two big applications are in petroleum refining and in automotive catalytic converters.
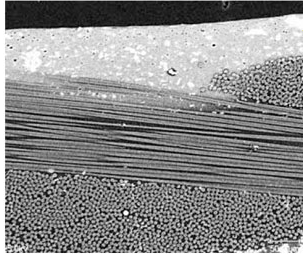 High-resolution image of a polymer-silicate nanocomposite. This material has improved thermal, mechanical, and barrier properties and can be used in food and beverage containers, fuel storage tanks for aircraft and automobiles, and in aerospace components. (Image courtesy of NASA.)
High-resolution image of a polymer-silicate nanocomposite. This material has improved thermal, mechanical, and barrier properties and can be used in food and beverage containers, fuel storage tanks for aircraft and automobiles, and in aerospace components. (Image courtesy of NASA.)
electronics and information technology application Nanotechnology is already in use in many computing, communications, and other electronics applications to provide faster, smaller, and more portable systems that can manage and store larger and larger amounts of information. These continuously evolving applications include:
- Nanoscale transistors that are faster, more powerful, and increasingly energy-efficient; soon your computer’s entire memory may be stored on a single tiny chip.
- Magnetic random access memory (MRAM) enabled by nanometer‐scale magnetic tunnel junctions that can quickly and effectively save even encrypted data during a system shutdown or crash, enable resume‐play features, and gather vehicle accident data.
- Displays for many new TVs, laptop computers, cell phones, digital cameras, and other devices incorporate nanostructured polymer films known as organic light-emitting diodes, or OLEDs. OLED screens offer brighter images in a flat format, as well as wider viewing angles, lighter weight, better picture density, lower power consumption, and longer lifetimes.
- Other computing and electronic products include Flash memory chips for iPod nanos; ultraresponsive hearing aids; antimicrobial/antibacterial coatings on mouse/keyboard/cell phone casings; conductive inks for printed electronics for RFID/smart cards/smart packaging; more life-like video games; and flexible displays for e-book readers.